

CleanFlow

THE COMMON PROBLEMS OF INVESTMENT CASTING
The quality of traditional casting and proto casting is one of the main topics of discussion in the gold industry. On the one hand, in the lost wax casting process it is difficult to keep consistent product quality. On the other hand, in the casting process of systems printed with 3D resin technology, there is different quality between the types of resins with different melting points and different geometries.
CLEANFLOW aims to stabilise and significantly improve these and other aspects.

Its principle is based on considerably reducing problems due to residues from slags inside both the cylinder and combustion gas bubbles, which hardly find a way out with the traditional system.
Its principle is based on considerably reducing problems due to residues from slags inside both the cylinder and combustion gas bubbles, which hardly find a way out with the traditional system.


STEP1: -Assembling the cylinder-
The lid makes a sign on one side in the plaster cast inside the cylinder to open the chimney and indicate which part should be placed downwards inside the burnout furnace.

STEP2 -ANNEALING-
During the annealing step, the chimney effect favours the escape of gases and slags generated by the combustion of the resin or wax

STEP3 – Burnout –
During the annealing step, the natural flow of hot air inside the cylinder reduces burnout times by up to 50%.

STEP 4 – Injection –
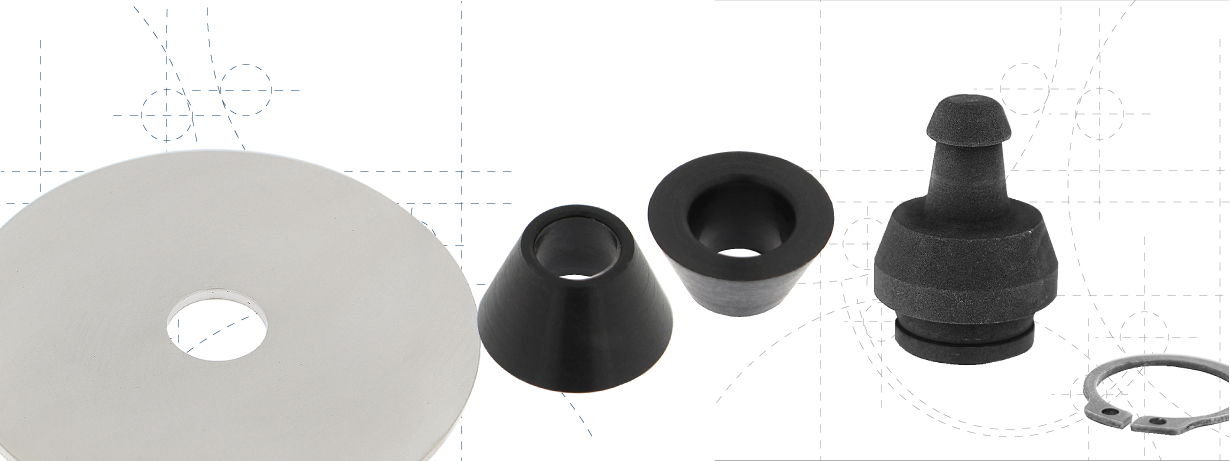
During the metal injection step, the graphite cone with gasket positioned on a steel base plate, guarantees the hermetic closure of the lower hole of the cylinder. Before inserting the cylinder into the burnout furnace, a metal base with a graphite cone that closes the lower part of the cylinder has to be positioned.

The kit contains the components necessary to prepare 20 cylinders ø 100 mm.

- Perforated lid for centering the column and for creating the second hole in the plaster coating (20PZ)
- Cone cap in heat-resistant material and seeger to seal the second hole generated on the bottom of the cylinder during the metal casting (2PZ)
- Steel base plate supporting the cone in heat-resistant material, which is necessary for the correct placement of the cone in the bottom of the cylinders (2PZ)
- Gasket necessary for covering the upper part of the cone for a better seal during the metal casting (10PZ)
ADVANTAGES:
INCREASE OF CASTING QUALITY
One of the advantages is represented by the combustion of the resins in a very efficient way, resulting in an increase in the quality of the casting due to the important reduction of residual slags.
SAVING
- Possible reduction of both diameter and capacity of the central column that forms the tree
- Savings in the quantity of metal necessary to carry out the casting
- Further savings in the refining step of the processing waste.
ASSISTED FLOW
An easier escape of combustion gases and improvement of casting quality.
UNCHANGED WORKING PROCESS
The use of the CLEANFLOW kit does not require any major changes compared to the traditional casting technique
REDUCTION OF THE BURNOUT CYCLE
- reduction of the burnout times, due to the fact that the chimney that crosses the cylinder, sucks the heat from the outside towards the inside, favouring a faster cooking compared to the cylinders prepared in the traditional way (that have only one hole)
- 25% to 50% reduction in cylinder burnout times
- substantial energy savings, in proportion to the reduction in burnout times
- reduction of the volume of the plaster cast used under the same conditions.
