

CleanFlow

I COMUNI PROBLEMI DELLA MICROFUSIONE
La qualità della fusione tradizionale e della proto-fusione è tra i temi più trattati in ambiente orafo. Nella fusione a cera persa (lost wax casting) è difficile mantenere costante la qualità del prodotto. Nella fusione dei sistemi stampati con tecnologia 3D in resina, invece, si riscontra una difformità qualitativa tra tipologie di resine con punti di fusione diversi e geometrie differenti.
CLEANFLOW punta a stabilizzare e migliorare notevolmente questi e ulteriori aspetti.

CLEANFLOW è un kit che supporta il processo di preparazione dei cilindri per la microfusione. È stato ideato per migliorare la fase di bruciatura e fuoriuscita del materiale, con cui sono realizzati gli alberini, durante il burnout del cilindro.
Il principio su cui si basa, riduce notevolmente i problemi dovuti ai residui di scorie all’interno del cilindro e delle bolle di gas di combustione, che difficilmente trovano via d’uscita con il sistema tradizionale.


STEP 1 – Assemblaggio del cilindro.
Il coperchio marca i segni su una faccia nel gesso all’interno del cilindro per aprire il camino e segnalare quale parte vada in basso all’interno della macchina fusoria.

STEP2 – Ricottura –
In fase di ricottura, grazie all’effetto camino, favorisce la fuoriuscita dei gas e delle scorie generati dalla combustione della resina o della cera.

STEP3 – Burnout –
In fase di ricottura, inoltre, grazie al flusso naturale di aria calda all’interno del cilindro, riduce i tempi di bur- nout fino al 50%

STEP 4 – Iniezione –
In fase di iniezione del metallo, Il cono in grafite con guarnizione, posizionato su una base in acciaio, ga- rantirà la chiusura ermetica del foro inferiore del cilindro.
Prima di procedere all’inserimento del cilindro nel forno di fusione, verrà posi- zionata una base di metallo con un cono in grafite che andrà a chiudere la parte inferiore del cilindro

Il kit contiene al suo interno gli elementi necessari per la preparazione di 20 cilindri ø 100 mm.
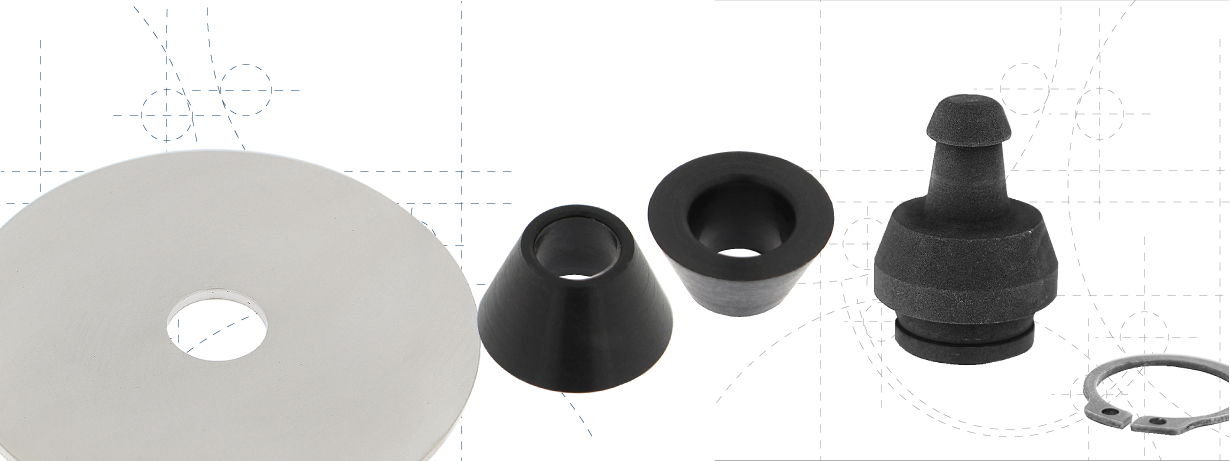
CONTENUTI DEL KIT

- Coperchio forato per la centratura del piantone e per la creazione del secondo foro nel rivestimento in gesso (20PZ)
- Tappo a cono di materiale termoresistente e seeger per sigillare il secondo foro generato sul fondo del cilindro in fase di colata del metallo (2PZ)
- Base in acciaio a supporto del cono in materiale termoresistente, per il suo corretto posizionamento nel fondo dei cilindri (2PZ)
- Guarnizione con cui rivestire la parte alta del cono per una maggior tenuta durante la colata del metallo (10PZ)

INCREMENTO DELLA QUALITÀ DI FUSIONE
Combustione delle resine in modo molto efficiente, con conseguente aumento della qualità della fusione per l’importante riduzione delle scorie residue
RISPARMIO
- Possibile riduzione del diametro e della portata del piantone centrale che forma l’albero
- Risparmio nel quantitativo di metallo necessario a realizzare la fusione
- Ulteriore risparmio in fase di affinazione dello sfrido di lavorazione
FLUSSO FACILITATO
Agevole fuoriuscita dei gas da combustione ad ulteriore miglioramento della qualità della fusione
PROCESSO DI LAVORAZIONE INALTERATO
L’utilizzo del kit CLEANFLOW non richiede alcuna modifica sostanziale rispetto alla tecnica di microfusione tradizionale
RIDUZIONE DEL CICLO DI BURNOUT
- Riduzione dei tempi di cottura dei cilindri (burnout), dovuta al fatto che questo foro passante, questo camino che attraversa il cilindro, aspira il calore dall’esterno verso l’interno favorendo una cottura più veloce rispetto ai cilindri preparati in modo tradizionale (con un solo foro).
- Riduzione dal 25% al 50% dei tempi di burn-out del cilindro
- Risparmio energetico sostanziale, in proporzione alla riduzione del tempo di burnout
- Riduzione del volume di gesso utilizzato a parità di altre condizioni
